想要更直观地了解东营 当地 【防腐钢管】_输送管实力公司产品吗??产品视频,带你走进产品世界
以下是:东营 当地 【防腐钢管】_输送管实力公司的图文介绍

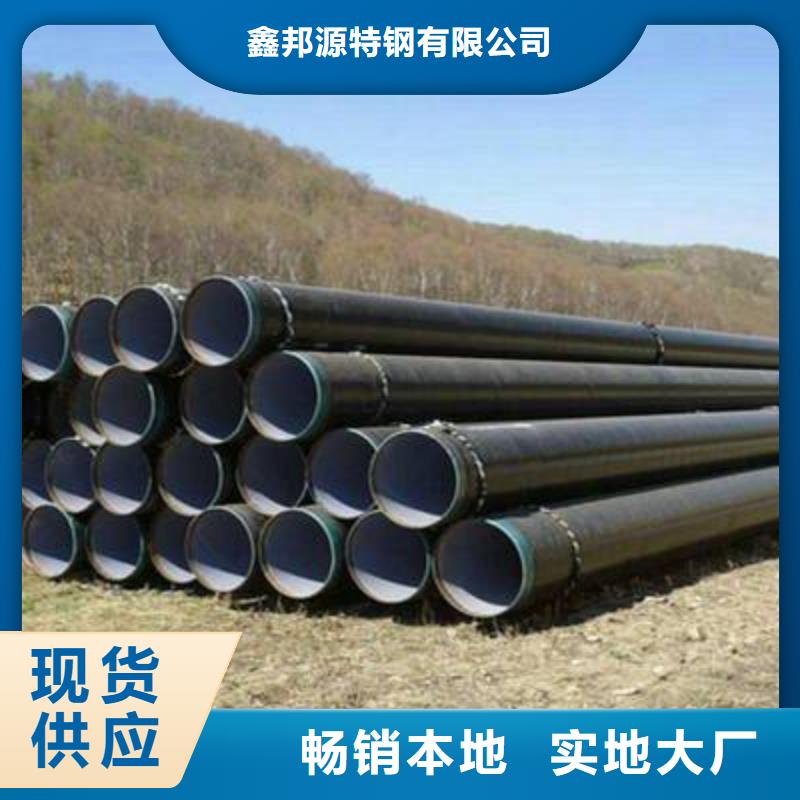
直埋式预制保温管的优点
1、保温性能良好,热损失仅为传统管道的25%,长期运行可节约大量能源,显著降低能源成本。
2、具有较强的防水和耐腐蚀性能,不需要敷设管道槽。可直接埋于地下或水中,施工简单快捷,综合成本低。
3、它还具有良好的耐低温腐蚀和抗冲击性能,可直接埋于地下冻土中。
4、使用寿命可达30~50年,正确安装和使用可使管网维修费用极低硬质聚氨酯保温管适用于城市供热、电力供热、水保温、输油管道等直接埋地工程,具有环保节能、防腐保温、防冻抗寒、经济美观等优点.
正因为有了这些突出的优点,直埋预制保温管的应用才会越来越广泛,所以应用中常见的问题不过是安装和施工而已


聚氨酯保温钢管施工的解决方案
聚氨酯保温钢管起发速度慢此现象一般出现在秋冬时节或早晨施工,由于气温俄然下降或气温低所造成的。将环境温度、黑料温度升高即可处理。一般将黑料温度升至30-60℃,环境温度升至20-30℃即可。 聚氨酯保温管起发速度快此现象一般出现在春夏时节或中午施工,由于气温俄然升高事气温太所造成的。可将黑料用冷水泠却或夜间放在室外天然冷却,防止太阳直晒。 聚氨酯保温管泡沫强度较小且泡沬较软此现象由是非料份额失调引起,恰当增大黑料份额即可(1:1—1.05)注意不在使黑料份额太大,不然,会使泡沬变脆,亦影响泡沬功能。 聚氨酯保温管在国外一些发达 已成为一项比较老练的先进技能。近十几年,我国供热工程技能人员通过消化、吸收这项先进技能,正推进着国内管网敷设技能向更高的层次开展。十几年来的实践效果充沛证明了聚氨酯保温管道敷设方式与传统的地沟及架空敷设相比,具有许多长处。直埋式保温管是由运送介质的钢管、高密度聚乙烯外套管、以及钢管和外套管之间的硬质聚氨酯泡沫保温层紧密结合而成。这也正是聚氨酯保温直埋管在我国供热工程。



防腐钢管使用的是什么原理呢涂层防腐是在除锈金属管外表上构成的平均致密涂层,其涂层可将其与各种腐蚀性介质隔离。钢管防腐涂料越来越多地运用复合资料或复合构造。这些资料和构造必需具有良好的介电性能,物理性能,稳定的化学性能以及宽温度范围。
外墙防腐涂料:管道外壁涂料的类型和运用条件。内壁防腐涂料该膜被施加到管道的内壁上,以避免管道腐蚀,减小摩擦阻力并增加用量。常用的涂料是胺固化的环氧树脂和聚酰胺环氧树脂,其涂层厚度为0.038至0.2 mm.为了确保涂层结实地粘结在管壁上。
必需对管的内壁停止外表处置。自1970年代以来,相同的资料已被用于涂覆管道的内壁和外壁,从而能够同时停止管道的内壁和外壁的涂覆。防腐保温涂料在中小口径传热原油或燃料油管道上,为了减少管道向土壤的散热。
在管道外部增加了一层保温和防腐的复合层。常用的隔热资料是硬质聚氨酯泡沫,适用温度为这种资料质地柔软。为了增加其强度,在隔热层的外侧施加高密度聚乙烯层以构成复合资料构造,以避免公开水渗入隔热层。



鑫邦源特钢有限公司地处经济开发区钢管城2排5号,是一家专业从事 东营高压化肥管、销售、运输为一体的综合性现代化企业,提供 东营高压化肥管、价格行情,公司主营产品 东营高压化肥管、。欢迎新老客户咨询铝板价格,24小时免费咨询。


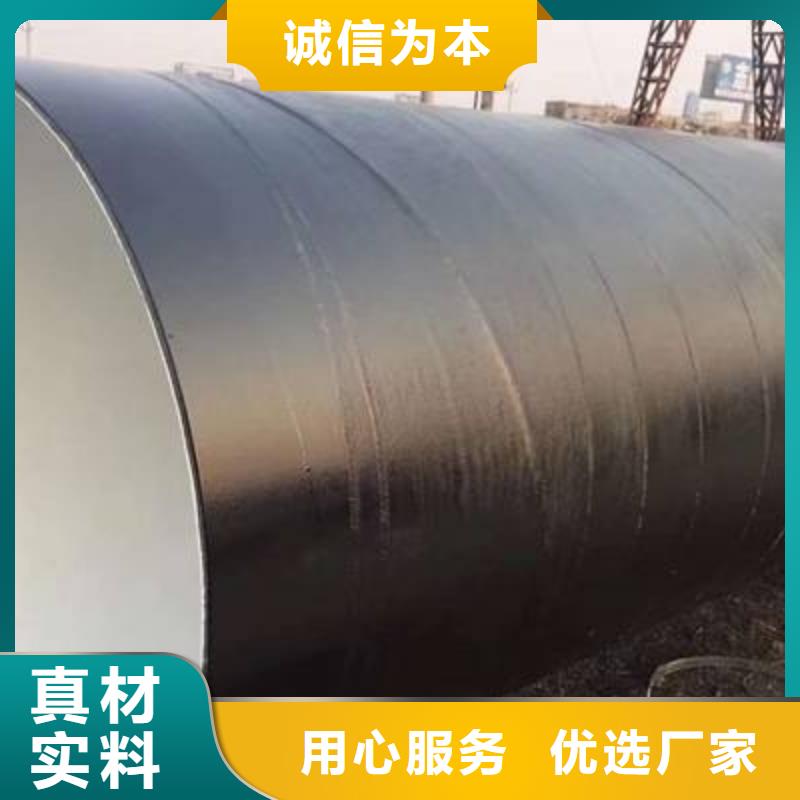
防腐钢管结构的特点
防腐钢管结构:首先一层是环氧粉末,第二层胶粘剂,第三层聚乙烯。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
防腐钢管优点:
1、防腐钢管管道具有极高的密封性,长期运行可大大的节约能源,减少成本,保护环境。
2、很强的耐腐蚀能力,施工方简有速,使用寿命可达30-50年。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低。
4、同时具备环氧强度高,PE吸水性低和热熔胶柔软性好等,有很高的防腐可靠性。
防腐钢管用途:这种防腐的特点是制作工艺简单,防腐效果好,价格低廉,是管道制造业普遍认同的防腐方法2、石油天然气用三层聚乙烯(3PE)钢管防腐、二层聚乙烯(2PE)钢管防腐。防腐钢管标准:SY/T0413-2002;DIN30670。





 扫一扫
扫一扫